
Błąd formatu e-mail
emailCannotEmpty
emailDoesExist
pwdLetterLimtTip
inconsistentPwd
pwdLetterLimtTip
inconsistentPwd



Kilka punktów, które należy zwrócić uwagę na użycie obsady
3). Przygotowanie smaru
A. Pełny system strat olej 85% -90% + grafit 10% -15%;
B. Olej z tytułu: 100%;
C. Parafina 30% + żółta woskowa 30% + olej wazelinowy 14% + grafit 26%;
D.Graphit 25% + gliceryna 20% + szkło wodne 5% + woda 50%;
4). Spraw, które należy odnotować podczas stosowania smaru
A.LUBRILANT może być stosowany na wnęce typowej i ruchomej powierzchni części;
B.Nambrycznie sprayu powinna być mniejsza za każdym razem, a aby być jednolitym, po rozpyleniu najlepiej jest utworzyć film na powierzchni typu.
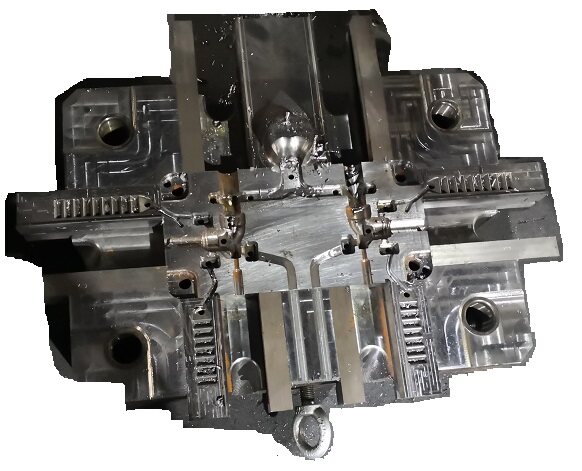
V. Zawartość regulacji formy odlewanej
Po ukończeniu formy odlewania matrycy konieczne jest dostosowanie prawidłowych warunków odlewania i parametrów procesu, aby osiągnąć stabilne odlewanie matrycy i wyprodukować wykwalifikowane odlewy.
Przed testem umierającym personel testu matrycy sprawdzi surowce ze stopu pod kątem odlewania matrycy, aby zrozumieć cechy struktury matrycy, wydajność, warunki, proces i metody działania.
Prawidłowy wybór warunków formowania odlewania jest kluczem do dostosowania próby. Często napotykają takie problemy, nawet jeśli projektowanie i produkcja formy są bardzo poprawne, ale ze względu na niewłaściwy wybór warunków odrzutowych i formowania, nie może nacisnąć wykwalifikowanego odlewu. Przeciwnie, w niektórych przypadkach warunki odlewania matrycy można dostosować w celu przezwyciężenia niedociągnięć formy i naciśnięcia wykwalifikowanej obsady. Dlatego personel testowy matrycy musi znać rolę i wzajemny związek warunków odlewania, aktywną zasadą formy, aby poprawnie wybrać i rozsądnie dostosować warunki odlewu.
Zawartość warunków tworzenia odlewania obejmuje: temperaturę topnienia materiału, temperaturę matrycy i temperaturę stopu, ciśnienie wtrysku, siła blokująca matryca, siła otwierająca matrycę, współczynnik strzału kompresji i prędkość serii wymagana zgodnie ze stanem części produkcyjnych. Wreszcie produkty odlewania matrycy powinny zostać naprawione przed uzyskaniem idealnych części odlewów.
Stop miedzi-zinc 850-960
Zasada wyboru temperatury stopu odlewanego:
1) im niższa temperatura wylewanego metalu, tym dłuższa żywotność matrycy;
2) Tylko przy odlewaniu matrycy w niskiej temperaturze jest możliwe zmniejszenie głębokości zbiornika wydechowego i zmniejszenie niebezpieczeństwa metalowego pluskania cieczy;
3) w niskiej temperaturze odlewni może zmniejszyć możliwość zaostrzenia komory prasowej i górnej pręta;
4) Niski temperatura może zmniejszyć produkcję otworów skurczowych i pęknięć w odlewie.
Krótko mówiąc, gdy warunki procesu pozwalają na temperaturę stopu odlewu lub wybierz niską temperaturę, aby umrzeć.
3, temperatura robocza pleśni działa
Temperatura robocza formy odlewania matrycy zmienia się w zależności od stopu odlewania matrycy. Poniżej przedstawiono zalecane wartości kilku form stopowych do wyboru:
Nazwa pleśni Temperatura / ℃
Forma stopu cynkowego 150-180
Aluminium stopowa ze stopu 180-225
Forma stopu magnezu 200-250
Miedziana forma stopu cynku 300
Zasada temperatury roboczej odlewania matrycy:
1) Temperatura pleśni jest zbyt niska, wewnętrzna struktura odlewu jest luźna, wyładowanie powietrza jest trudne, trudne do utworzenia;
2) Temperatura pleśni jest zbyt wysoka, wewnętrzna struktura odlewu jest gęsta, ale odlew jest łatwy do „spawania” przymocowanego do wnęki formy, lepkiej formy
Wyprowadzanie odlewu nie jest łatwe, a wysoka temperatura rozszerzy samą formę i wpłynie na dokładność wielkości odlewu.
3) Temperatura pleśni należy wybrać w odpowiednim zakresie, ogólnie po odpowiednim teście, stała kontrola temperatury jest rozsądna.
4, smarowanie formy odlewanej
1). Cel smarowania
Smarowanie działa jak środek separacji odlewania i odlewania; Ponieważ aktywna część odlewni i prasy zmniejsza tarcie, poprawia żywotność obsługi odlewania i zmniejsza żywotność matrycy z powodu zmęczenia termicznego do długiego działania.
2). Wymagania smarowe
Wybór smarów powinien spełniać następujące wymagania:
A. Odlewanie nie może przylegać w jamie typowej;
B. materiał stalowy, który nie może skorodować powierzchni typu formy;
C. nieoprawne do wytwarzania toksycznych gazów;
D., nie wytwarzaj popiołu podczas ogrzewania;
E. Po smarowaniu należy równomiernie przymocować do wnęki typu i powierzchni roboczej bez zmywania metalami pod wysokim ciśnieniem.